Vcoder писал(а): Это в каких единицах измерения? Это в мёртвых президентах. nERV писал(а): Поздравляю, хороший результат Пасиб.  Добавлено: Fri Nov 17, 2017 7:19 pm |
Vcoder писал(а): Это в каких единицах измерения? Это в мёртвых президентах. nERV писал(а): Поздравляю, хороший результат Пасиб. Добавлено: Fri Nov 17, 2017 7:19 pm |
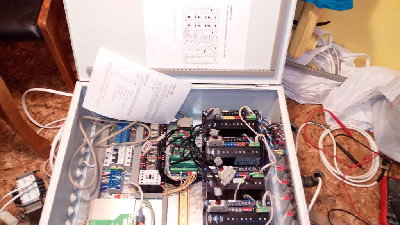
А я продолжаю долгоиграющую модернизацию. Шкафчик новый собрал, ипусь с разведкой. Полмильена паяных соединений в разъемах, под сотню метров провода. А потом настройка всего этого. Добавлено: Fri Nov 17, 2017 7:27 pm
|
Warlock_Wolf писал(а): А какой формат файла надо, чтоб на таком станочке, что то сделать? Как-то пропустил твой вопрос, а никто не отвечает. Файлы управляющая программа кушает текстовые. В них содержится G-код, это что-то вроде своего языка программирования для станков. В простом приближении этот код содержит последовательные координаты, куда должна приехать та или иная ось. ----------------------------------- Кстати, сегодня опробывал своего недостроиша на гравировке печатных плат. Пару часов ушло, чтоб разобраться с прогой Coopercam, а потом опыты на станке. Результат в аттаче. 
Добавлено: Fri Nov 17, 2017 10:45 pm
|
Seriyvolk писал(а): Файлы управляющая программа кушает текстовые. Ну, за полтора куска могло бы подхватывать сразу векторные чертежи/3D модели.  Добавлено: Sat Nov 18, 2017 1:17 am |
Кстати, сегодня опробывал своего недостроиша на гравировке печатных плат А на сколько ресурса фрезы хватает? Добавлено: Sat Nov 18, 2017 11:49 am |
Я в своё время для фрезеровки ПП и прочих двумерных деталей юзал Gcodetools: http://www.cnc-club.ru/forum/viewtopic.php?t=34 Добавлено: Sat Nov 18, 2017 12:20 pm |
barrow писал(а): А на сколько ресурса фрезы хватает? После первой же платы смотрел гравер под микроскопом - затупление режущей кромки уже было видно. Но пока сделано 7 плат, и кончик гравера ещё не заломался. Значит ещё достаточно острый, чтоб работать. Добавлено: Sat Nov 18, 2017 12:41 pm |
стекло тупить фрезы огого.. а пыль порти направляющие и прочую механику... работал на одной фирме - там это дело мы проходили
правда там не пп а конструкционные детали из стеклотекстолита делали. Добавлено: Sat Nov 18, 2017 12:57 pm |
А вверх-вниз у него какой ход? Это ж не для плат машинка собиралась? Можно на нём что-то серьезное и объёмное сделать из дюрали, скажем? Добавлено: Sat Nov 18, 2017 5:30 pm |
Естественно не для плат. Под это дело у него будет младший братик. Ход по Z - 110 мм. Из дюрали - легко. Добавлено: Sat Nov 18, 2017 5:54 pm |
После дюрали не ведет? Добавлено: Sat Nov 18, 2017 9:46 pm |
А что куда должно повести? Тройка фреза сломается раньше, чем этот станок отклонится на 0.1 мм. Добавлено: Sat Nov 18, 2017 9:48 pm |
Станину от длительных нагрузок не ведет? Добавлено: Sat Nov 18, 2017 10:01 pm |
Так даже на алюминии не те нагрузки, чтоб что-то повело. Здесь же не силовая фрезеровка используется, а скоростная. Добавлено: Sat Nov 18, 2017 10:04 pm |
Зависит от того, какая подача и по-сколько снимать за проход. Так что я бы про нагрузки не зарекался. Почему и спрашиваю. Ну и от требемой точности понятие "не ведет" сильно зависит  Добавлено: Sat Nov 18, 2017 10:09 pm |
В микроны попадать я точно не планировал. А десятки точности на 100 мм мне за глаза. Добавлено: Sat Nov 18, 2017 10:15 pm |
по люминю хожу 900мм а сек съем на 0,2 врезаание плавное спиралью фреза одноперая 3,175мм, это удобный экономный вариант для разкроя, фрезы хватает часов на 60 работы, дальше уже заготовка при обработке очень стремно греется. На станок нагрузки ноль целых хуй десятый, фреха не орет (тише дерева и оргстекла) единственное рекомендуют под это дело шпиндель использовать хотяб полтора киловатта. Рекорд точности ктстаи одна сотка на латунной цепной звезде, и это на станке сделанном на 95% из дюрали со столом который прогибается если на него руку положить сверху, так что серый по седьмому квалитету на твоем станке можно работать только в путь. Добавлено: Sat Nov 18, 2017 11:16 pm |
Я тебе открою секрет, мой юный друг. Только слушай внимательно.
У ЛЮБОГО станка прогибается любая его часть, если положить на неё руку. Весь вопрос только - насколько. Добавлено: Sat Nov 18, 2017 11:29 pm |
Именно из-за этого у точных шлифовальных станков была сплошная тумба, не с отдельными ногами как, например, у 1К62. Чтобы даже если рукожопы его будет ставить, станину не повело. Добавлено: Sat Nov 18, 2017 11:48 pm |
Seriyvolk писал(а): У ЛЮБОГО станка прогибается любая его часть, если положить на неё руку. ну прогибание стола на 0,3 под весом руки это как бы это сказать так помягче... просто до определенной поры не было потребности в точностях а когда обнаружилось и я заглянул под стол... там тонки профиль соединен поперек стальным швелером 5п и по крайним ещё повдоль такой идет , но они не скреплены не между собой не с рамой, а сама рама сделана из алюминиевого швелера. Щас в раздумьях либо заморачиваться и делать так чтобы он был хоть чуть пожесче либо уж сразу собрать отдельный портальщик повышенной жесткости например присмотрел что их делают из полимербетона, благо скульпторы с огромным опытом в мастерской знают с десяток рецептов. Добавлено: Sun Nov 19, 2017 5:23 pm |
Положи сверху лист металла сантиметровой толщины) Добавлено: Mon Nov 20, 2017 5:47 am |
Руслан писал(а): Положи сверху лист металла сантиметровой толщины) ты их в глаза видел? они вообще бывают ровными? Прокат нужно ровнять долго и упорно. Добавлено: Mon Nov 20, 2017 8:55 am |
Самая тру плита - из гранита, но для плат и дерева это все излишки Добавлено: Mon Nov 20, 2017 9:19 am |
ivasi писал(а): тру плита - из гранита Стол бильярдный разобрать)у нас на работу привезли бильярдные столы,так на русском бильярде плита вроде тонну весит. Добавлено: Mon Nov 20, 2017 9:25 am |
ivasi писал(а): Самая тру плита - из гранита, но для плат и дерева это все излишки платы я на нем еще не разу не делал, все люминь да латунь, раз в неделю бывает деревяшку приходится пильнуть. и почти все с обработкой на две стороны. и с точностью до седьмого квалитета потому что остаточная толщина меньше 1мм, местами пальцем можно продавливать Добавлено: Mon Nov 20, 2017 9:38 am
|
|
Лицензионное соглашение (c)Flyback.org.ru Российское общество любителей высоких напряжений. Использование материалов с данного сайта и форума возможно только с разрешения администрации. |