Пва клей разведенный тоже не плох. Добавлено: Thu Apr 23, 2020 3:12 pm |
Пва клей разведенный тоже не плох. Добавлено: Thu Apr 23, 2020 3:12 pm |
Добавлено: Thu Apr 23, 2020 4:18 pm |
Да народ с принтерами извращается как хочет. А самое интересное в 3д принтерах, что имея один, можно сделать другой). Как купил фирменный клей, сразу забыл про эту черную магию с колой, пивом, жидкими гвоздями и прочим непотребством. Ну разве что наклейка неплохо работала, но в негодность быстро пришла. Только стекло. Добавлено: Thu Apr 23, 2020 4:58 pm |
Как вы на стекле печатаете, этож ебок. Ничего не липнет. Нужно чемнить мазать. Текстолит, зашкуркный до состояния сильный мат. Вечно. Не ломается. Раз в полгода наждачкой чуть обновить и все Пла петг сбс идеально. Добавлено: Thu Apr 23, 2020 5:36 pm |
Я окончательно перешел на раствор пирролидона в водке. Другое даже пробовать не хочу. Добавлено: Sat Apr 25, 2020 12:25 am |
Расскажи плз поподробнее. Что за пирролидон, где он применяется, где его достать и в чём его роль в нашем случае? На вики информации почти нет... Я понял так, что это растворитель с весьма большой (около 200 град.) температурой кипения. Но как он помогает приклеиванию пластика к столу, если на сам пластик он не воздействует? Добавлено: Sat Apr 25, 2020 11:28 am |
Это спирторастворимый полимер. После высыхания, по крайней мере у меня, получается тонкий слой, немного липкий. После остывания предмет отваливается с потрескиванием. Можно печатать по несколько раз. Иногда нижний слой модели липкий от него, но это решается губкой и фейри, не смотря на малую раствортмость в воде. У нас его используют как компонент наполнителя таблеток, с покупкой проблема. Подозреваю его бонус в некоторой липкости, а также в его свойствах при производстве таблеток - не уверен, вроде улучшал контакт с полярными и неполярными веществами. В России был вроде бы какой то сорбент для живота, в котором 100 процентов этого вещества, возможно энтеродез. Добавлено: Sun Apr 26, 2020 5:49 pm |
https://ru.wikipedia.org/wiki/%D0%9F%D0%BE%D0%BB...D0%B4%D0%BE%D0%BD Оно? Если да, то источники это Пласдон, Энтеродез, Эрготекс Добавлено: Sun Apr 26, 2020 10:03 pm |
https://3dtoday.ru/blogs/dmq/direkt-ekstruder-na...-melkie-dorabotki В конце статьи автор раскрыл рецепт волшебного зелья из аптеки. Добавлено: Sun Apr 26, 2020 10:22 pm |
Таки да, видимо имеет место неверное сокращение названия химического вещества. Пирролидон - Бесцветная жидкость с характерным запахом. Легко растворим в воде, спирте, бензоле, диэтиловом эфире, хлороформе, сероуглероде. Применение: 1. используется как полупродукт в синтезе: - поливинилпирролидона (получаемый реакций с ацетиленом при катализе калием и нагреванием до 100 °C); - пирацетама; 2. как полярный высококипящий растворитель в промышленности. В картриджах для струйной печати. Поливинилпирролидон или повидон — водорастворимый полимер, составленный из мономерных единиц N-винилпирролидона. Является действующим веществом препарата "Энтеродез". Скорее всего имелся в виду именно он. ЗЫ. Вроде разобрались. Надо попробовать.  Добавлено: Mon Apr 27, 2020 1:29 pm |
Перепроверил. Да, повидон. Добавлено: Mon Apr 27, 2020 6:06 pm |
Блядь, обосрали весь www.thingiverse.com . Ищешь какую-нибудь деталь - 10 результатов максимум. На большее, видимо, сервер не способен. Добавлено: Wed Apr 29, 2020 3:33 pm |
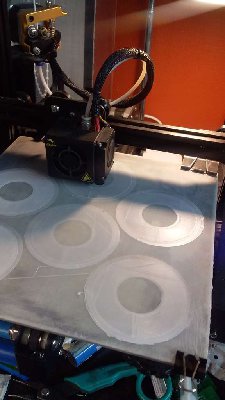
Что за херь? При печати крупных плоскостей появляются какие то ямы, бургы и прочее говно. Носит довольно случайный характер. На фото левая плоскость более-менее, нижняя просто пиздец, верхняя средне. Однако, в финале, к последнему слою, оно вроде бы выравнивается и все ровно становится. С чем связано ? Кривая накидка стола? Хуевый пластик(eSUN PLA+) с неравномерным диаметром? Принтер новый(Ender 3 Pro), накидка на стол из какого то гибкого пластика, крепится на магнитной основе. В целом, в финале, все печатает очень красиво. И вот еще вопрос: что крутить и что менять, периметр плоскостей печатает стабильно, а внутреннюю часть заполняет, разгоняясь с каждым слоем(!). Доходит то того, что не успевает плавить уже пластик. Приходится в ручную в меню убавлять скорость печати. В результате, заполнение печатает норм, но периметры уже сильно замедленно. Поковырялся в про настройках его родного слайсера Creality, но как то ничего путного не вышло. Скорость меняется, но тенденция к разгону на участках заполнения периметра(сам периметр норм) с каждым слоем остается. Пробовал сбросить все настройки и переключиться на простой режим, все тоже самое. При печати объектов без больших плоскостей все отлично. Добавлено: Sat May 02, 2020 10:04 pm
|
Вдавливай нижнюю поверхность в стол. У меня первые два слоя щелкает экструдер как гейгер. Но зато нижние слои идеальны. Всегда делаю их чистовыми. А если без щелчков то говно как у тебя выходит Если сверху провисает. Скорость сплошного слоя мала для этого заполнения. Успевает провиснуть Добавлено: Sun May 03, 2020 10:34 am |
Похоже, заметил закономерность. Такая херня происходит во внутренних слоях(возможно, связано с неполным заполнением в настройках). В самом начале, первые слои печатается красиво, потом, видимо, переходит на заполнение(в данном случае, было 60%, но рисовала плоскость без видимых пробелов) и творит полную дичь. После же внезапно начинает красиво печатать поверх этого пиздеца. Пока не понятно с чем конкретно связано, да и почему это самое заполнение с каждым слоем наровит все быстрее и быстрее. Николай писал(а): Вдавливай нижнюю поверхность в стол. У меня первые два слоя щелкает экструдер как гейгер... Что то какая то стремная идея.... Учитывая то, что поверхность стола не жесткая(какой то мягкий пластик). Добавлено: Sun May 03, 2020 11:31 am |
У меня такой же ендер. Головку в ноль ставь. Чтоб не драла, но была вплотную. Тогда первыц слой будет охуенен Добавлено: Sun May 03, 2020 11:42 am |
Спайдер, какой слайсер юзаешь? Копай туда. Принтер - просто машина, исполняющая команды. Всё задаёт слайсер. Я юзаю Prusa Slicer: https://github.com/prusa3d/PrusaSlicer/releases Выложи сюда g-code файл, интересно поковырять. Добавлено: Sun May 03, 2020 11:42 am |
Николай писал(а): У меня такой же ендер. Головку в ноль ставь. Чтоб не драла, но была вплотную. Тогда первыц слой будет охуенен Прикол в том, что первый слой обычно охуенен. По крайней мере, на глаз. Ощущение, что косяк только во время печати внутренних слоев. Да и то, наблюдал только на больших плоскостях. Вчера печатал кучу боксов под аккумы, но поставил печать с подложкой. Подложка тоже довольно большой плоскостью была, печаталась замечательно. Поверхость гладкая и блестящая. Погонял головку и стол относительно друг друга. Края выставлены идеально, а в середине местами зазор увеличен. Попробую наверное лучше потом эти дверцы с подложкой напечатать. Ибо как ни крути, видно продавливание накидки стола от больших напечатанных обьектов. После извлечения модели они вроде как исчезают. Можно еще поэкспериментировать с печатью на стекле. Пробовал ложить сверху. Везде зазор оставался неизменным(оно и понятно, значит направляющие ровные). Vcoder писал(а): Спайдер, какой слайсер юзаешь? Creality Slicer Vcoder писал(а): Принтер - просто машина, исполняющая команды. Всё задаёт слайсер. Так и есть g-код ниже Добавлено: Mon May 04, 2020 5:19 am |
оно на вид первый слой может быть охуенен, а приклеен он плохо. останови после первого и пошкрябай ногтем. имхо часть ниток отойдет. их последующими слоями и отрывает. первый слой печатаю даже головой 0.8 всегда 0.1мм толщиной. на скорости 30, подача 150%. все щелкает, трещит, но втирает слой идеально. нижняя поверхности пользуется как лицевая. печатаю на шкуреном мелкой наждачкой текстолите. без клеев и изъебств. pla\sbs\petg любых размеров. а чуть дашь волю недодавить первый слой (без щелчков) - так либо отлипнет, либо рытвина будет как на твоих фото на первой фоте вон пиздец. стол после последней печати немного расколибровался и появился до головы небольшой зазор. хотя лично видел что первый слой лег отлично, но не вдавлен был - в результате следующие слои его подоторвали. вывел голову в ноль - и все стало ок После примерно 20 печатей наждачкой поверхность подшкуриваем и снова печатаем. На зеркале изврат. Нормально хрен получалось. На травленом матовом тоже хоже чем на текстолите. Попробуйте текстолит. Офигенно жеж! Только вхлам заматовать наждачкой. Штатный коврик ендера хорош. Но быстро истрепался и расклеился на две части Добавлено: Wed May 06, 2020 9:03 pm
|
Никто случаем не в курсе, при замене A4988 на TMC2208 V3. 0, нужно ли переворачивать провода шаговиков? Николай - реально хорошо выходит. При печати 0.8 соплом, прочность не падает? Добавлено: Thu May 07, 2020 9:01 am |
по мне так наоборот, прочнее. слой 0.2 сопло 0.8 скорость 80 линии широкие, меньше пустот, лучше сваривается. Добавлено: Thu May 07, 2020 10:04 am |
С 0.4 ушел на 0.6 сопло. Детализация та же почти, но слоем 0.2 выходит прочнее. И слой шире. 2 периметра 0.6 считай как 3 0.4. Но 0.6 сопло проваривает получше. Добавлено: Thu May 07, 2020 10:15 am |
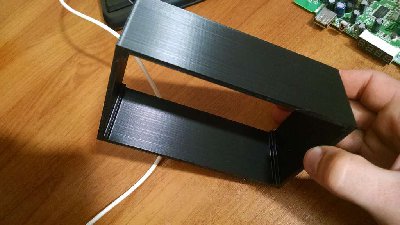
Приделал подачу филамента сверху, вместо боковины, для экономии места. Поменял драйвера двигателей, часть подшипников на японские, поставил доп. охлаждение. Принтер в итоге стал почти бесшумным, пропала толи рябь толи волны, иногда возникающие на боковых поверхностях. Поразился долбоебизму создателей принтера. Блок питания выдувает воздух в никуда, а вентилятор охлаждения платы одной стороной упирается в дно принтера, где нет прорезей. т. е. пытается высосать воздух из железной пластины. Добавлено: Thu May 14, 2020 8:44 am |
А чему ты удивляешься? Сейчас это повсеместный тренд: комплектующие подбирает инженер, а компонует устройство дизайнер. Результат: топор-пила-лопата 3 в одном  Добавлено: Thu May 14, 2020 10:47 am |
А на анете8 можно драйвера заменить без перепрошивка мозгов? Добавлено: Thu May 14, 2020 11:10 am |
|
Лицензионное соглашение (c)Flyback.org.ru Российское общество любителей высоких напряжений. Использование материалов с данного сайта и форума возможно только с разрешения администрации. |