Заказал 5 штук tmc2208. Как замена 2100, но не такие кипятильники и доработаны немного. Ну и платы переходники к ним. Когда все приедет будет мне весело со всем этим добром разбираться. Добавлено: Tue Sep 19, 2017 2:07 pm |
Заказал 5 штук tmc2208. Как замена 2100, но не такие кипятильники и доработаны немного. Ну и платы переходники к ним. Когда все приедет будет мне весело со всем этим добром разбираться. Добавлено: Tue Sep 19, 2017 2:07 pm |
задумался вот о принтере. какой бы принтер прикупить и сколько он будет стоит. критерии следующие - печать шестеренок с зубом около 0.5мм, червяков с шагом навивки те. же 0.5мм, всяких втулочек и коромысел. вообщем мелкую пластиковую механику. чтобы включил и работает. копаться и допиливать напильником совершенно не хочется. просто рабочую лошадку для зарабатывания денег. Добавлено: Tue Sep 19, 2017 10:24 pm |
Врядли бюджетный принтер это позволит... хотя.. посмотрим что скажут гуру Добавлено: Wed Sep 20, 2017 3:07 pm |
Чтобы не копаться, думаю, как минимум 80 стоить будет. Смотрел как-то обзор на какой-то Wanhao за 50 тысяч, и то, говорят, что люфты и валы кривые попадаются. Купил PET-G пластик, покруче PLA с ABS будет (ИМХО). Цену, конечно, лучше не видеть. 2300 за килограмм, но можно и по 800 рублей найти. Добавлено: Wed Sep 20, 2017 3:27 pm |
Полиэтилен? Воняет? А я вот думаю, чем лучше обладать 3D фрезерным или принтером. Если бюджет одинаков, то можно приличный чпу купить, который потянет цветмет и сталь (как идеал) или будет фуфло? С другой стороны, 3D принтеры дешёвые тоже та ещё параша, посмотрев на результат работы у тов. Перца такого принтера... хватило! Добавлено: Wed Sep 20, 2017 5:22 pm |
Ни одно бюджетное , не позволит сделать механику в сопряжении красивые детальки и всё. Добавлено: Wed Sep 20, 2017 5:35 pm |
1Vitek_22 писал(а): цветмет и сталь (как идеал) Люминь и латунь можно пилить шпинделем от 1.5 кВт стальку уже от трех, но для нормальной обработки нужно еще и жесткость станка иметь но можно купить станину от советского фрезера из чугуния и приделать к ней чпу координатный стол выйдет кусков 60-80 все с четвертой поворотной осью Добавлено: Wed Sep 20, 2017 5:43 pm |
Может фотополимерные принтеры лучше для мелкой механики? А что там с принтером Перца? Выдает кривую фигню или просто не понравилась сама технология? Добавлено: Wed Sep 20, 2017 5:58 pm |
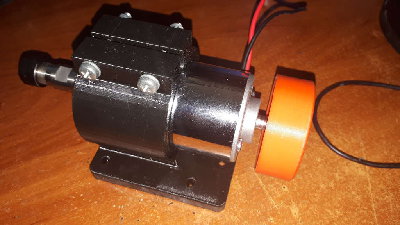
Vitek_22 писал(а): Полиэтилен? Воняет? Точнее полиэтилентерефталат-гликоль. Вообще запаха нет. Vitek_22 писал(а): А я вот думаю, чем лучше обладать 3D фрезерным или принтером. Если бюджет одинаков, то можно приличный чпу купить, который потянет цветмет и сталь (как идеал) или будет фуфло? С другой стороны, 3D принтеры дешёвые тоже та ещё параша, посмотрев на результат работы у тов. Перца такого принтера... хватило! Так сразу и не скажешь, сложные детали легче из пластика на принтере напечатать, особенно те, в которых внутри каналы и отверстия. Но на фрезере получаются более прочные детали, если использовать не пластик. Смоделил нормальное крепление для шпинделя. Добавлено: Wed Sep 20, 2017 6:16 pm
|
Фрезер переделывается в 3д принтер, а механику принтера на такие нагрузки навряд.. Добавлено: Wed Sep 20, 2017 8:14 pm |
не. ну сотня впринципе допустимая цена. жабу отравим. нужен именно пластик. хоцца очень очень маленькие шестереночки, кулачки и коромыселки строгать. чтобы загрузил модельку и дастал из аппарата детальку. или херня эти все принтера!? неужта кривая непрочная херня? :-( ну скажем шестерни диаметром около 30мм с 60+ зубьями, червяк диаметром 10мм с шагом навивки 0.75мм и тому подобные бздюльки. Добавлено: Wed Sep 20, 2017 9:44 pm |
У тов. Перца не слипаются слои друг с другом даже, говорить о тонких изделиях не приходится, разве что куб или цилиндр распечатать. Может, это требует регулировки и танцев с бубном, но если оно такое делает, то я рад, что не купил. Добавлено: Wed Sep 20, 2017 9:51 pm |
чето почитал про шестерни и погрустнелось. нейлоном (тупо шнуром от триммеров) печатают приличные по прочности шестерни, но вот походу одну то изготовить можно, а весь механизм распечатать - чтобы оно еще и заработало и проработало хотя бы лет пять - хренас два. ну или на аппаратах 200+кр Добавлено: Wed Sep 20, 2017 10:44 pm |
Весь механизм сразу это если только на фотополимерном за многие кило уе. Сколько не читал, понял что из коробки печатать можно только на принтерах за 200к. Остальные требуют доработок и бубна. Ну и под каждый материал надо подстроиться. Через годы появятся бытовые принтеры со своими фирменными картриджами, пресетами и прочее. Где не нужен бубен. А пока кактус поесть придется. Хорошо, что не заказал с али принтер типа прюши. Ну их нах. У Перца похоже такой. Попробую h bot собрать, там может его в core xy переделаю. Добавлено: Wed Sep 20, 2017 11:02 pm |
Левый обошелся в 22 000 р Добавлено: Wed Sep 20, 2017 11:10 pm |
вот он Добавлено: Wed Sep 20, 2017 11:12 pm
|
зубчатые шкивы с зубом порядка 1 мм печатал на ванхао и3 за 33 рубля получалось так себе откровенно гойворя, с другой строны танцы там не вокруг принтера (все что понадобилось - выставить стол и концевик оси зет), а со слайсером, поскольку мелкота эта имеет тенденцию к херовому застыванию, и соответственно расквашиванию вгавно Добавлено: Wed Sep 20, 2017 11:25 pm |
Да без бубна не куда, отечественный феликс купленный когда-то за 130 рублей печатает так же как китаец за 13 через пару ударов в бубен, вообще в них как устройствах производства деталей для механизмов разочаровался. Добавлено: Thu Sep 21, 2017 7:10 pm |
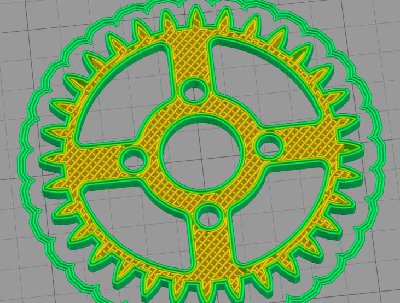
Народ, есть спецы по simplify3D? Почему он не заполняет всякие мелкие промежутки? Печатаю шестерню - половина зубьев без заполнения, печатаю тонкостенные детали - между стенками пустота (см. фото). Куда копать? Тыкал все подряд во вкладке advanсed - хуй в жопу, только рисунок заполнения слегка меняется. (игрался с температурой, так что на качество стенок не смотрите.  ) )Добавлено: Thu Sep 21, 2017 8:42 pm
|
Может у тебя что-то подобное включено? http://easyelectronics.ru/texnologii-3d-pechati-chast-2.html Добавлено: Thu Sep 21, 2017 9:03 pm |
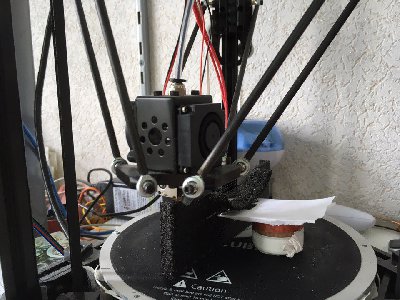
1Vitek_22 писал(а): У тов. Перца не слипаются слои друг с другом даже, говорить о тонких изделиях не приходится, разве что куб или цилиндр распечатать. Может, это требует регулировки и танцев с бубном, но если оно такое делает, то я рад, что не купил. Просто тов. Витек22, прося тов. Перца напечатать довольно крупные детали, был неправ в несоторых других вопросах. В результате детали напечатаны с соплом 0.4 шагом 0.4 же. Деталь, замечу, являет собой вертикально стоящую (при печати) пластину 20х15 см. Ясен корень, ее колбасит и верх получается весь кружевной. Тем не менее, 0.5мм, да еще и нагруженные элементы - это вряд ли вообще для такой технологии. Одних тепловых зазоров больше будет... Мое мнение - 3Д-принтер - это печать всяких ручек, стоечек, проставочек и прочей второстепенной фигни. Добавлено: Fri Sep 22, 2017 10:52 am |
так надо было её положить и печатать горизонтально. И как выше по ссылке - ячеистой структурой внутри с контурами. Добавлено: Fri Sep 22, 2017 11:02 am |
Не кладется 15х20 в круг диаметром 18, который есть область печати. Выеживаться меньше надо было, тогда был бы слой 0.2 и поддержка, а так - настоящее китайское качество 
Будем считать это экспериментом по максимально быстрой печати  Добавлено: Fri Sep 22, 2017 2:18 pm |
фуфло - етсь фуфло. Тут не может быть оправданий Добавлено: Fri Sep 22, 2017 5:21 pm |
Ну печатать слоем 0.4 при сопле 0.4 это предпосылки к хреновой склейке слоев. Фуфло ваши кросовки, плавать не дают. Добавлено: Fri Sep 22, 2017 5:42 pm |
|
Лицензионное соглашение (c)Flyback.org.ru Российское общество любителей высоких напряжений. Использование материалов с данного сайта и форума возможно только с разрешения администрации. |