Симплифай 3дэ получше будет в плане возможностей Добавлено: Fri Sep 14, 2018 5:15 pm |
Симплифай 3дэ получше будет в плане возможностей Добавлено: Fri Sep 14, 2018 5:15 pm |
Николай писал(а): у меня 14.04 везде. Дык оно ж вроде уже протухло. Или ещё не? Вот, нашёл команду установки. Не факт, что нужны все эти пакеты, но с ними заработало:
Добавлено: Fri Sep 14, 2018 5:53 pm |
korol-888 писал(а): Симплифай 3дэ получше будет в плане возможностей Ага, если не заглючит. Симпли порой такое выдает, что просто пздц. Им вазы пробовал слайсить, так потом не глядя на печать. Такое чувство что смещение слоев временами происходит, думал принтер. Оказалось нет, слайсер мать его корявит. Для одного куру пользую, для другого симпли. Slic3r пробовал по началу, не понравилось. Добавлено: Fri Sep 14, 2018 6:30 pm |
до апреля 19 обновления, а дальше фиксы безопасности только, еще вроде как пару лет. а смысл менять ежели оно работает. опасаюсь что при обновлении что-нибудь да отвалится. а так вроде работает и шуй с ним кстати plastik 71 - просто охуенен в качества цвыркать на стол. держит идеально. отдирается шпателем весьма бодро. по крайней мере 100х200мм сплошной заливки шпателем оторвалось без особых изъебств UPD как вы думаете, PLA трубки вентури сколько прослужат в контакте с водой и воздухом? хочу блок таких трубок залить в короб из эпоксидки (чтобы исключить возможность прорыва, печатаные всежтаки, а давление в 5атм) получив таким образом неразборную конструкцию UPD#2 какой бы пластик использовать для долгосрочных конструкций? чтобы десятки лет служили в агрессивных средах? типа полипропилена полиэтилена низкого давления пвх и тому подобных промышленных пластиков. что можно сувать в бытовой принтер и какого производителя? цена особо не волнует. бля и как заставить эту сволочь полностью заливать внутри!?!?! ставлю заполнение 100% rectangle - хуй там плавал. с пустотами. как бы захерачить чтобы все вообще было как и края - прямой линией - т.е. соовсем максимально монолитным? блин на 0.2 слое с соплом 0,6 фигня выходит. не слипаются отдельные нити в единый блинчик. увеличил подачу как для 0.8, а сопло оставил 0,6, температуру 240 чтобы лучше давилось, скорость 50, слой 0.1 - более менее монолитно выходит. но всеравно заливка хуевничает. хочу вооообще монолита. планирую попробовать с закалкой градусах при 100 кастрюле с водой с постепенным остыванием. Добавлено: Fri Sep 14, 2018 7:22 pm |
Николай писал(а): хуй там плавал Говорят, прочность от 100% заполнения не сильно увеличивается, поэтому смысла особого нет. Лучше количество слоев стенок увеличить. Николай писал(а): какой бы пластик использовать для долгосрочных конструкций? чтобы десятки лет служили в агрессивных средах? А тот же самый PETG не подойдет? Можно еще нейлон. Пробую сушить PETG, включил стол на 90 градусов, положил на него катушку и накрыл её куском коробки. Хуй знает, поможет или нет. Интересно также проверить, повысилась ли прочность. А то детали как соломенные ломались. Добавлено: Sat Sep 15, 2018 2:04 pm |
Николай писал(а): какой бы пластик использовать для долгосрочных конструкций? чтобы десятки лет служили в агрессивных средах? типа полипропилена полиэтилена низкого давления пвх и тому подобных промышленных пластиков. что можно сувать в бытовой принтер и какого производителя? цена особо не волнует. Вроде бы нейлоновой леской печатают. Добавлено: Sun Sep 16, 2018 2:16 am |
Просушил PETG, стало лучше, так же ломается, хотя, в некоторых местах даже стал растягиваться, а не сразу ломаться, но я и сушил всего часа 4, смог даже нормально накладку под дисплей напечатать. Родная смоделирована с мелкими недочетами, пришлось по той сделать свою (с небольшими доработками). Сейчас смоделил ножки, а то как-то не по феншую, голую фанеру на стол ставить. Ну вот как-то так, остались мелкие косметические работы. Видно, что ремни стоят криво, прикинул, что туда лучше подойдут шкивы на 25 зубьев, а не на 20, как написано. Заказал полиуретановый ремень со стальным кордом (в старом же такой нормально работал), ну и шкивы на 25 зубьев. Добавлено: Sun Sep 16, 2018 5:29 pm
|
Тёма писал(а): прикинул, что туда лучше подойдут шкивы на 25 зубьев, а не на 20 А зачем ставить 25 зубьев вместо 20? Добавлено: Sun Sep 16, 2018 6:16 pm |
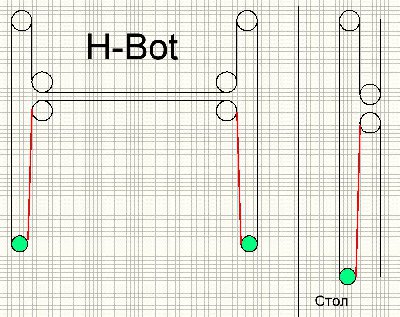
Сейчас там такая фигня. На фото выше хорошо видно. Проблемные участки выделил красным. Зеленые кружки - это шкивы. Как-то это через жопу, поэтому хочу поменять шкивы.  Добавлено: Sun Sep 16, 2018 6:27 pm
|
"PLA - самый лёгкий в обращении пластик", "Для PLA даже подогрев стола не нужен" - говорят они. Вчера весь вечер и сегодня всё утро провёл в попытках напечатать из PLA тестовый кораблик. Хотел сделать со 100% заполнением. Края задираются, и получается вот такая порнография: 
Сначала думал на перелив. Уменьшил подачу до 0,9 - не помогло. Поставил заполнение 50%, чтобы уж точно исключить перелив - та же хрень. Пробовал разные температуры от 200 до 230 град. (на катушке написано "205 - 235") - не помогает. Потом думал, что деталь подогревается от стола, и потому её корёжит. Уменьшил температуру стола до 40 градусов (было 55) - отвалилось. Попробовал PET-G с подачей 1.0 - получилось хорошо, лишь маленькая шероховатость в нижней части носа кораблика. Ну и всё в волосах, разумеется, это же PET-G. Установил обратно PLA. Приладил сверху принтера комповый 8 см вентилятор, обдувающий рабочую область, - стало лучше, но не вполне хорошо. И наконец сделал заполнение 15% - вот тогда-то, с включенным на полную дополнительным обдувающим стол кулером, получилось хорошо, хоть и не отлично. Как делать из PLA монолитные детали - ума не приложу... Добавлено: Sun Sep 16, 2018 6:51 pm |
Нужен мегапиздатый обдув. И обязательно надо дуть под сопло. Вентилятор в стороне не пойдет. Добавлено: Sun Sep 16, 2018 7:06 pm |
Обдув в сопло уже есть в принтере по проекту. Но здесь его, видимо, не хватает. Ты 25-зубовые шкивы хочешь поставить на моторы или просто холостые? Добавлено: Sun Sep 16, 2018 7:11 pm |
На моторы. Вот эти зеленые на картинке, стоят на моторах. Все остальные это подшипники. UPD Напечатал ножки. Теперь все по феншую. Добавлено: Sun Sep 16, 2018 7:19 pm
|
Имхо на моторы нужно наоборот как можно меньше зубьев. Во-первых больше шагов на мм, а следовательно точность перемещений, а во-вторых больше усилие, следовательно больше ускорение можно поставить в настройках. Добавлено: Sun Sep 16, 2018 9:41 pm |
pla что на горячем столе, что на холодном, с недоливом и переливом выглядит отлично. ничего не плывет и не трескается. но в магазе советовали именно этот плпстик. питерский какойто. уже кило извел. пока без брака интересно а какой ресурс у типичного принтера. я тут по работе всякую зуйню начал производить. печатает круглосуточно уже третий день интересно килограмм 20 до пизды подшипникам ремням можно напечатать? Добавлено: Sun Sep 16, 2018 9:47 pm |
Думаю +5 зубьев особой роли не сыграют. А иначе геометрия искажается. В одном положении ремень более натянут, а в другом слегка расслаблен. И будет натягиваться/расслабляться в зависимости от положения стола и каретки. Так получается 64 шага на миллиметр. Шаг будет 0,015 мм. Против 0,0125 со шкивами в 20 зубьев. Добавлено: Sun Sep 16, 2018 9:51 pm |
Ага. Я хз как его ремень 20 зубов переварил. Один вой в интернете с этих ремней со стальным кордом. А пла нужен обдув злостный прямо под сопло. Печатал пла всегда на холодный стол. Не отрывало. На клей карандаш. Днем решил держатель пульта сделать на стену, смоделил, напечатал сбс пластиком. Сбс иногда дает пузыри, портя внешний вид. Похоже влаги насосался. Не ждал от него такого. К вечеру решил перед работой полочку небольшую сделать. Смоделил уголки что нужны, достал петг. Дома влажно похоже стало, осень. Не идет печать, сушить надо. Достал другой петг, такая де история. Пучит с щелчками и паром на 210. Бля. Ну ладно, достал плф, который смесь пла и флекса. Чуть более упругий и не ломается как пла. Напечатал процентов 30, понял что смудил с моделью. Отменил, переделал модель, запустил, сделал только юбку и затрещал экструдер. Поматерился, выкрутил сопло, прокалил, промыл в дихлорэтане, сунул обратно. Болт, не идет пластик. Даже без сопла еле проходит пруток. Забился термобарьер. Открутил все, заменил этот ребристый корпус е3д v6 на черный с большим количеством пластин. Ну лежит давно же, пользуясь случаем поменял. Заменил кубик этот куда сопло вкручивается, поставил цельнометаллический термобарьер, ибо пла редко печатаю, в основном на 230/270. Там тефлон быстро портится. По итогу плф опять не идет ну никак. Да йопт. Плюнул, воткнул абс, не идет абс, забито сопло плф. Воткнул нейлон, разогрел до 270, продавил эту пробку. Поставил пла, из сопла давится легко. Плф диаметр похоже большой в этом месте прутка, даже по боудену тяжело идет. Отложил на потом. В итоге уже 10 час и печатать что либо поздно. Ну не свинство? Ладно, петг высушу потом да доделаю им уже. Или пла, хочется посмотреть как он подружится с цельмоталлическим термобарьером. Через неделю только уже доберусь до принтера. Добавлено: Sun Sep 16, 2018 10:08 pm |
Николай писал(а): в магазе советовали именно этот плпстик. питерский какойто Уточни плз фирму-производителя. Интересно же. У меня бестфиламент, причём старый - май 17 года. Добавлено: Sun Sep 16, 2018 11:19 pm |
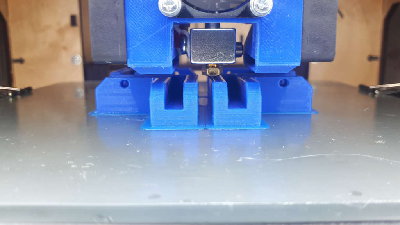
"print product pla geo" называется вот вентури одна завалялась на столе. слой 0.1, сопло 0,6, подача 110% заполнения 100% температура 230 скорсоть 60 печаталось стоя. дырка воздушная без поддержки Добавлено: Sun Sep 16, 2018 11:46 pm
|
решил с abs поиграться. без камеры. тестовый образец - шестеренка, черепушка и стаканчик. уже 8 часов печатается. пока никуда не съебалась. поверхность в разы пизже чем pla, да и размазывает до состояния монолита гсам слой гораздо охотнее. Добавлено: Tue Sep 18, 2018 1:34 am
|
Для всякой химозы petg лучше всего. Устойчивый к органическим растворителям похоже ко всем. И слабощелочные растворы его не берут. Я хз чем его химически сглаживать. Ничего его не берет. Пла как ни крути биоразлагаем, ну это ладно, это только в компостной куче скажется. Но вот что пла что абс боятся ультрафиолета. На солнце желтеют, становятся хрупкими. Абс не для шестеренок). Его плюс легко обрабатывается, что механически что химически. А так так себе. Нагрузки держит хуже. Для тестов пофиг). На фотке трубки явно обдува снизу не хватало. Жар от стола, пластик поплыл. Возьми леску рыболовную на пробу 1.6/1.8. Печатал ей, вот нейлон понравился для всяких нагруженых и вечных поделок. В кипятке может работать деталь из него. Правда сушить надо перед использованием. Добавлено: Tue Sep 18, 2018 7:26 am |
ну хз. не могу абс шестерню разломать. вернее могк конечно, но на уровне литых. купил оргстекла попробую камеру. мне всеже абс больше понравился. Добавлено: Tue Sep 18, 2018 11:29 am |
абс на мелком зубе если затекать не будет то прям норм для шестерней, ну правда третий модуль уже не вывезет, там уже под стенкой заполнение будет а оно прям не то что нужно. Можно кстати собрать миниатуюный "долбежный" станок, если есть шестерни с подходящим модулем из метала, тогда прям вообще делать механизмы надежные и долговечные. Добавлено: Tue Sep 18, 2018 11:35 am |
Да дело не в разломать даже, сам материал мягкий, сотрется быстро. Не для нагруженых вещей он. Если и печатать шестерни, то из лески. Хоть из тримерной круглой, самой дешевой без наполнителей. Она после сушки даст хорошую шестерню. И не сточится. Абс мне понравился своей обработкой, шкурится легко. Хипс тоже в этом отношении супер, но мне не зашел этот пластик, по слоям полопался. Может не правильно его готовил. Добавлено: Tue Sep 18, 2018 11:50 am |
Вообще валентные передачи которые рассчитаны нормально и выполнены тоже в соответствии с гостами имеют достаточно маленький коэфицент трения, чтобы быть практически бессмертными, так что если сформировать нормальный профиль зуба он будет держаться, а проще всего это сделать на "долбяке" с помощью металлической шестерни. Добавлено: Tue Sep 18, 2018 12:23 pm |
|
Лицензионное соглашение (c)Flyback.org.ru Российское общество любителей высоких напряжений. Использование материалов с данного сайта и форума возможно только с разрешения администрации. |