Жалко, кипишь в банке сразу поднимается, и всю красоту смазывает. Заснять толком не получается. Добавлено: Mon May 02, 2016 10:30 pm |
Жалко, кипишь в банке сразу поднимается, и всю красоту смазывает. Заснять толком не получается. Добавлено: Mon May 02, 2016 10:30 pm |
еретики кстати считают, что если в такой ячейке заюзать раствор солей литий, да с добавкой дейтерия - то ХУЯСИ получится Добавлено: Tue May 03, 2016 2:44 am |
Котофеич, а в чем преимущество этой технологии? Плюсы пока не очевидны. Горячую деталь нужно успевать быстро вытащить из раствора или она после снятия напряжения остужается электролитом? Добавлено: Wed May 04, 2016 1:45 pm |
Остужается электролитом. Плюсы таковы: нагревается быстро (не успевает испортиться структура металла), не нужно громоздкого печного оборудования, температура регулируется напряжением. Возможно поверхностное насыщение детали всякими полезностями (цементирование, азотирование, борирование и проч.). Добавлено: Wed May 04, 2016 5:47 pm |
Понятно. В целом логично, только бак лучше металлический взять и использовать его как второй электрод. Тогда и вольфрам не понадобится. Надо будет попробовать на досуге. В качестве источника можно попробовать батарею ионисторов заюзать на 15в, она ампер 600 выдаст. А поверхностное азотирование в каком растворе делается? Добавлено: Wed May 04, 2016 5:58 pm |
Не-не-не! Процесс управляется именно НАПРЯЖЕНИЕМ! Меньше, чем с сотней вольт, там делать нечего. А вот токи там аховские не нужны (если не рельсу собрался калить). Про ионисторы забудь. Конкретно в моём случае напряжение изменял в диапазоне 120- 200 В, ток был в пределах 8 А. В промышленности, разумеется, в качестве противоэлектрода используют стальной бак. Но я хотел на это ещё и позырить и заснять. Потому, стеклянная банка. Растворы азотирования: для КАТОДНОГО насыщения: 10% ацетата калия, 10% нитрозометила; для АНОДНОГО: 10% хлорида аммония, 4,5% аммиака. Есть ещё раствор 11% хлорида аммония+ 11% нитрата аммония. Для какого процесса, не уточняется. Скорее всего, для анодного. Добавлено: Wed May 04, 2016 6:08 pm |
Одолел таки и анодный процесс!  Радости- как у ребёнка. Радости- как у ребёнка.
Похоже, дело было в сглаживании пульсаций после выпрямителя. Повесил на вход дурь-батарею 2500 мкФ и пару воздушных дросселей с маленьким активным сопротивлением. Завелось, что называется, с полпинка. Это так, баловство с платиновой проволочкой в растворе нитрата калия (250 г/л). Напряжение 120- 140 В, ток в пределах 0,5 А. https://www.youtube.com/watch?v=B7HdOaC20oc А вот тут уже полномасштабный нагрев нержавеющей шпильки диаметром 3 мм. Раствор- 15 % хлорид аммония. Напряжение около 250 В, ток в пределах 2 А. https://www.youtube.com/watch?v=iDW9Rz_aA_w Анодный процесс, в самом деле, идёт намного более мпокойно и стабильно, чем катодный. Температура детали ограничивается внутренними процессами в парогазовой оболочке. Шпилька не плавилась даже при включении источника на полную мощность. Теперь можно попробовать целенаправленно что-нибудь обработать. Добавлено: Thu May 05, 2016 9:32 pm |
Какой-нить нож из гвоздилина. Добавлено: Thu May 05, 2016 9:33 pm |
Угу, что-нибудь типа того. На гвоздях, наверное, и потренируюсь. Добавлено: Thu May 05, 2016 9:34 pm
|
Котофеич писал(а): Плюсы таковы: нагревается быстро (не успевает испортиться структура металла), не нужно громоздкого печного оборудования, температура регулируется напряжением. Возможно поверхностное насыщение детали всякими полезностями (цементирование, азотирование, борирование и проч.). Интересно весьма. Кстати, для получения нужной структуры нужна наоборот, определенная выдержка, при номинальной температуре не испортится. "Портится" она лишь от перегрева выше 1350 градусов, но такие температуры в термообработке не применяются. А какой электролит нужен для цементации или нитроцементации? Еще интересно посмотреть температурное поле какой-нибудь тонкой полосы (типа ножовочного полотна). Добавлено: Fri May 06, 2016 3:57 pm |
Портится и при 900 С при долгой выдержке. Зерно укрупняется. Температурное поле таково: сильнее всего греется нижний конец детали. Чем выше, тем меньше температура (парогазовая оболочка кверху слегка расширяется). Для анодной цементации- 10 % хлорида аммония+ 10 % глицерина (можно использовать ацетон или даже сахарозу). Для катодной- 25 % раствор ацетата калия в глицерине. По первому рецепту сегодня попробовал цементировать гвозди трёх разных калибров: 3, 4 и 5 мм. Цементировал в течении 10 мин. Раствора взял 3 л, на дно банки засунул микропомпу от аквариума для создания циркуляции раствора. Помпу на всякий случай подключал через разделительный трансформатор. Сила тока при цементации составляла 2-2,5 А при напряжении 240- 250 В. Закаливал в том же растворе отключением тока. Точно замерить твёрдость не на чем, но обработанная часть гвоздя напильником не бралась. "Сырой" гвоздь, разумеется, стачивается довольно легко. Добавлено: Sat May 07, 2016 5:50 pm
MOV05633.MPG (15.33 Мб) Обработка 5 мм. |
Я поэтому нож предлагал - интересно будет сравнить с необработанным. Добавлено: Sat May 07, 2016 7:45 pm |
На целый нож мощности бытовой сети не хватит. Плотность тока 0,6- 0,7 А/См кв. Добавлено: Sat May 07, 2016 8:15 pm |
А изделия со сложной формой (свёрлышки например) так можно обрабатывать? Добавлено: Sat May 07, 2016 8:56 pm |
Нужно пробовать. Не на всякую форму эта парогазовая оболочка "натягивается". Когда ещё буду делать, постараюсь не забыть взять какое-нибудь паршивое сверло и его туда помакать. Добавлено: Sat May 07, 2016 9:03 pm |
не понимаю... почему вода в банке не кипит? Добавлено: Tue May 10, 2016 11:16 pm |
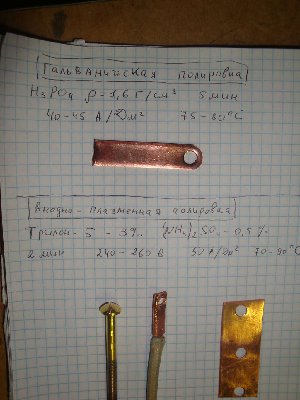
Придётся дать развёрнутое пояснение. Соль этих плазменно-электролитических процессов в следующем: при определённой совокупности условий вокруг электрода меньшей площади возникает СПЛОШНАЯ парогазовая оболочка (пары воды и продукты её разложения). Этакий "гондон" толщиной в несколько мкм, целиком обволакивающий электрод. Да, сравнение самое подходящее, удачней не нашёл. По- умному это называется "режим плёночного кипения". Далее, в этой оболочке возникает разряд, природа и мощность которого зависят от полярности электрода и толщины оболочки. Чем тоньше оболочка, тем больше мощности достаётся непосредственно детали. Толщина оболочки, в свою очередь, зависит от температуры электролита, скорости его течения и состава. Если хотим калить докрасна- нельзя допускать перегрев электролита выше примерно 60 С. При температуре электролита 70- 80 С. Температура детали резко снижается ниже 400 С. Такой режим используют, например, для полировки. Вот попробовал для интереса: раствор 3 % сульфата аммония, разогретый до примерно 80 С. Сталь 12Х18Н10Т, площадь обработки 3,6- 3,7 см кв. напряжение 240- 260 В, ток 0,7- 1,2 А. Время обработки 5 мин. Деталь при таких условиях уже не раскаляется, хотя парогазовая оболочка вокруг неё отчётливо видна. (На фото запечатлеть не удалось). Результаты полировки на фото. Предупрежу вопрос "зачем это нужно?" По сравнению с классической гальванической полировкой, требующей очень концентрированную смесь фосфорной кислоты и глицерина (густая, как сироп), здесь всего- навсего 3 % сульфат аммония. Плотность тока потребна в 2 раза ниже. Т.е. определённые примущества имеются. Добавлено: Wed May 11, 2016 7:00 pm
|
а дюральку так полировать можно? или медь? Добавлено: Thu May 12, 2016 1:17 am |
Медь точно можно, только состав раствора и режим другой. Vcoder писал(а): А изделия со сложной формой (свёрлышки например) так можно обрабатывать? Попробовал. Можно. "Подопытным кроликом" был огрызок сверла 5 мм. Раствор 10 % хлорида аммония. Ток 3- 4 А, при напряжении 220- 240 В. Добавлено: Sat May 14, 2016 10:30 pm
MOV05776.MPG (4.05 Мб) |
А сверлить после обработки пробовал? Добавлено: Sat May 14, 2016 10:52 pm |
Нет. Во-первых, это не целое сверло, а обломок. Во-вторых, оно итак калёное. Я чисто по просьбе Вкодера "деталь сложной формы" попробовал в электролите нагреть. Shah писал(а): а дюральку так полировать можно? или медь? Медь и латунь таки можно. Раствор: трилон-Б 3 %+ сульфат аммония 0,5 %. Температура в районе 80 С, напряжение 240- 260 В. 2 минуты. Результаты на фото. Для сравнения образец и условия традиционной гальванической полировки. Латунный винт вообще козырно полирнулся.  Добавлено: Sat May 21, 2016 10:04 pm
|
Люминий тоже полируется. 2 разных раствора попробовал: 1) 4 % хлорид калия + 2 % щавелевая кислота. 320 В, 2 мин, 70- 90 С температура электролита. 2) 0,5 % соляная кислота, 260- 280 В, 2 мин, температура электролита та же. Электротехнический алюминий в обоих случаях отполировался хорошо. Какой-то лист из неизвестного деформируемого сплава тоже. Сплав Д16Т не полируется ни в одном из указанных растворов. P.S. А теперь отвлечёмся от утилитарных вопросов металлообработки, и погоняем старый добрый прерыватель Венельта на мощности до 900 Вт!
https://www.youtube.com/watch?v=RrLsOvcx3Gk Добавлено: Sun May 22, 2016 8:31 pm
|
А частоту замерял? И интересно, какая длина фронтов, в интернетах пишут про очень хорошую скорость нарастания и спада... Добавлено: Sun May 22, 2016 8:36 pm |
Не замерял. Добавлено: Sun May 22, 2016 10:13 pm |
Замерь, а? Добавлено: Sun May 22, 2016 10:28 pm |
|
Лицензионное соглашение (c)Flyback.org.ru Российское общество любителей высоких напряжений. Использование материалов с данного сайта и форума возможно только с разрешения администрации. |